
Laser-Mikromaterialbearbeitung
3D-Mikromaterialbearbeitung mit hochmodernen Lasern.
In unseren Forschungs- und Entwicklungsprojekten fokussieren wir auf:
- Subtraktive 3D-Mikromaterialbearbeitung
- Entwicklung von Ultra-Kurzpulslasern, Strahlführungssystemen und Industrie 4.0 Technologien
- Additive Fertigungstechnologien sowie Mikrotrenn- und -fügetechnologien
Diese Schwerpunkte gehören innerhalb der industriellen Laseranwendungen zu den am schnellsten wachsenden Anwendungsbereichen. Sie sind eng miteinander verknüpft.
Die Entwicklung neuer Produkte und Fertigungstechnologien wäre ohne die Laser-Mikromaterialbearbeitung in Zukunftsmärkten wie z. B. den erneuerbaren Energien, der Mikroelektronik, den Informationstechnologien, der Medizinaltechnik und den generativen Fertigungstechnologien nicht denkbar.
Unter ultrakurzen Laserpulsen versteht man Laser in einem Pulslängenbereich von einigen hundert Femtosekunden (fs) bis zu Picosekunden (ps). Aufgrund der extrem kurzen Pulslängen und den relativ hohen Pulsenergien, erreichen die Laserpulse Pulsleistungen im Megawattbereich. Die mittlere Leistungen heute verfügbarer industrieller Laser erreichen aufgrund ihrer hohen Pulsfrequenzen wenige bis zu einige hundert Watt. Bei ausreichender Fokussierung des Laserstrahls auf der Materialoberfläche erreicht die Intensität des Strahls viele Gigawatt pro Quadratzentimeter.
Im Gegensatz zu Lasern mit thermischen Pulsen (ns bis ms) beruht der Materialabtrag nicht auf der thermischen Wirkung im Material (Schmelze, Verdampfung) sondern aufgrund eines direkten Übergangs des Werkstoffs vom festen in den gasförmigen Zustand. Erklärt wird dieser Vorgang u.a. durch die sogenannte Multi-Photonen-Absorption, die durch nichtlineare Effekte aufgrund der hohen Intensität des Laserstrahls hervorgerufen werden kann.
Die Folge ist eine sehr geringe thermische Belastung des zu bearbeitenden Werkstoffs. Aufschmelzungen, thermische Spannungen und Gefügeveränderungen können weitestgehend vermieden werden. Daher spricht man beim Materialabtrag mit ultrakurzen Pulsen auch von einer sogenannten „kalten“ Materialbearbeitung.
In Verbindung mit der hohen Strahlqualität die moderne Laser heute erreichen, ergibt sich unter diesen Voraussetzungen ein nahezu ideales Werkzeug für die Mikrobearbeitung.
In Abhängigkeit von der Wellenlänge lassen sich nahezu alle technischen Werkstoffe, wie Metalle, Kristalle, Gläser, Keramiken aber auch organische Werkstoffe, Kunststoffe und Verbundwerkstoffe bearbeiten.
Entwicklung und industrielle Umsetzung von 3D-Mikrostrukturierungsprozessen und Mikrobohrungen



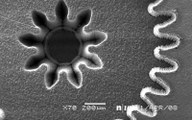
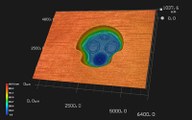
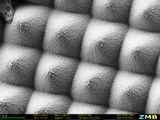
Stent mit Innendurchmesser 0.1 mm, Oberflächenstruktur 10μm | Strukturierung von Kanälen in eine Kaptonfolie, Anwendung in der Mikrofluidik | Strukturierter Formeinsatz eines Spritzgusswerkzeuges |
Zahnradkranz, Uhrenindustrie | Mikrospritzgussform für Hörgeräte | Oberfläche Implantat, Keramik |
Für Prozessuntersuchungen kann auf die Laborausstattung des Instituts zurückgegriffen werden. Das Institut verfügt über ein vollausgestattetes Werkstofftechniklabor mit REM/EDX, Mikroskopie, Metallographie, Oberflächenprofil- und -rauhigkeitsmessung, sowohl verschiedene Prüfmaschinen zur zerstörungsfreien und zerstörenden Materialprüfung (Zug-, Zug-Druck-Prüfmaschinen, Kerbschlagbiegeversuch usw.).
Das Laser-Labor verfügt über mehrere ps Laserquellen der Hersteller JDSU TIME BANDWIDTH PRODUCTS und TRUMPF.
- 2 x JDSU TBWP „Duetto“
Leistung: 5 – 15 W (Wellenlängen: 1064 nm, 533 nm, 355 nm) - 1 x TRUMPF TruMicro 5050
Leistung 50 W (Wellenlänge: 1064 nm)
Die Laser sind in CNC-Achssysteme integriert. Die Strahlführung erfolgt über digitale Scanner, die eine wiederholgenaue punktgenaue Bearbeitung selbst bei hohen Pulsrepetitionsraten mit mehreren MHz Pulsfrequenz gewährleistet. Das Labor ist ausserdem mit einer Hochgeschwindigkeitsdrehoptik ausgestattet, welches das Herstellen von ultrapräzisen Mikrobohrungen ermöglicht.
Ausserdem verfügt das Laserlabor über verschiedene gütegeschaltete ns-Lasersysteme mit unterschiedlichen Wellenlängen, die ebenfalls als Laboranlagen oder vollintegrierte Produktionsanlagen ausgelegt sind.
Neben den Laserquellen verfügt das Labor über Analysetechnik zur Leistungs- und Strahlvermessung.