
Laser micro-machining
In the 3D field, we focus on microstructures, transparent materials, deep drilling and other applications.
Experience and knowledge of the interaction between the material and laser are crucial for achieving production results of the highest standard.
The technological developments surrounding laser micro-machining technologies are extremely dynamic. Challenging aspects include the development of industrial laser sources with ultrashort pulses (fs/ps) with ever increasing performance, the development of suitable, highly dynamic beam deflection technologies, the development of three-dimensional applications on real components, and elaboration of the physical understanding of the interaction between the laser beam and the material.
Ultrashort laser pulses are lasers in a pulse length range from several hundred femtoseconds (fs) to picoseconds (ps). Because of the extremely short pulse lengths and the relatively high pulse energies, the laser pulses achieve pulse powers in the megawatt range. The average powers in industrial lasers available today range from a few to several hundred watts, because of their high pulse frequencies. If the laser beam is focussed sufficiently on the material surface, the beam intensity reaches many gigawatts per square centimetre.
Unlike lasers with thermal pulses (ns to ms), the material removal is not based on the thermal effect in the material (melting, evaporation), but on a direct transition of the material from a solid to a gaseous state. This process is explained, among other things, by so-called multiphoton absorption, which can be caused by non-linear effects due to the high intensity of the laser beam.
The result is a very low thermal stress on the machined material. Melting, thermal stresses and structural changes can be avoided, for the most part. Therefore, material removal using ultrashort pulses is also referred to as "cold" material machining.
In combination with the high beam quality that modern lasers achieve today, these conditions create a virtually ideal tool for micro-machining.
Depending on the wavelength, almost all technical materials, such as metal, crystal, glass or ceramic can be machined, or even organic materials, plastics and composite materials.
Development and industrial implementation of 3D microstructuring processes and micro-drilling

Stent with inner diameter 0.1mm, surface structure 10μm

Structuring of channels in a Kapton film, application in microfluidics

Structured mould insert for an injection moulding tool
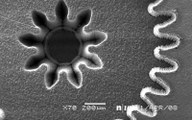
Gear rim, watch industry
Micro-injection mould for hearing appliances
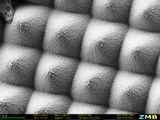
Surface implant, ceramic
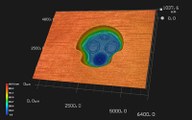
The Institute's laboratory equipment can be used for process research. The Institute has a fully equipped material technology laboratory, featuring SEM/EDX, microscopy, metallography, surface profile and roughness measurement, and various testing machines for non-destructive and destructive material testing (tensile, tensile-compression testing machines, notch impact testing, etc.).
The laser laboratory features several ps laser sources from the manufacturers JDSU TIME BANDWIDTH PRODUCTS and TRUMPF.
- 2 x JDSU TBWP „Duetto“
Power: 5 – 15 W (wavelengths: 1064 nm, 533 nm, 355 nm) - 1 x TRUMPF TruMicro 5050
Power 50 W (wavelength: 1064 nm)
The lasers are integrated into CNC axis systems. The beam is controlled via digital scanners, which ensures repeatable, very precise machining, even under high pulse repetition rates with a pulse frequency of several MHz. The laboratory is also equipped with high-speed turning optics, which enable the production of ultra-precise micro-drillings.
In addition, the laser laboratory has various Q-switched ns laser systems with a range of wavelengths, which are also designed as laboratory systems or fully integrated production systems.
The laboratory also features analysis technology for performance and beam measurement.
Within laser material machining, laser micro-machining is one of the fastest-growing fields of application for industrial laser applications. The development of new products would not be conceivable without laser micro-machining in future markets like renewable energies, microelectronics and medical engineering.